Введение
Развивающееся зубоврачевание не могло быть в стороне от зубопротезирования. Появляются врачи, серьезно занимающиеся изучением и улучшением методики изготовления зубных протезов.
Улучшается технология изготовления не только несъемных протезов, но и заметно происходит сдвиг в укреплении съемных. П. Фошару принадлежит заслуга крепления протезов пружинами. Ему же принадлежит приоритет методики нанесения эмали на поверхности зубного протеза, что являлось прототипом современных облицовочных материалов (фасеток, облицовок коронок) несъемных протезов.
Внедрение фарфора произвело переворот в зубопротезировании. Индифферентность (отсутствие изменения) фарфора в тканях полости рта, белизна, близкая к естественному цвету зубов, предрешили его широкое внедрение в зубопротезирование.
Фарфоровые массы и ситаллы благодаря высокой эстетичности широко используются в изготовлении несъемных протезов. Это применение обуславливается его свойствами, которые в свою очередь в зависимости от клинической ситуации обеспечивают свое применение. Успех лечения фарфором и ситаллами во многом зависит от умения выбрать материал и рационально его использовать.
От правильного изучения клинической ситуации решаются показания и противопоказания применению материалов из фарфоров и ситаллов.
Свойства фарфоровых масс и их состав решают технологию использования этих материалов при изготовлении самых различных видов зубных протезов.
Фарфоровые массы также применяются как облицовочный материал. Керамика за счет своей твердости и высокой износоустойчивости, не амортизирует функциональную нагрузку. Это вызывает нагрузку пародонта при замещении дефектов зубного ряда большой протяженности мостовидными протезами.
Облицовочные материалы на основе метилакрилата хорошо моделируются и полируются, однако не обладают достаточной механической стойкостью при длительной нагрузке в полости рта. Как показывают отдаленные результаты, использование протезов с облицовкой из метилметакрилата имеют ряд недостатков.
К ним относятся:
- изменение цвета облицовки (одноцветность, нестойкость);
- недостаточная абразивная и механическая прочность;
- набухание пластмассовой облицовки в ротовой жидкости;
- образование краевой щели между облицовкой и металлическим каркасом;
- образование зубного налета на пластмассовой облицовке.
Фарфоровые материалы для облицовки выполняют несколько целей – маскирование и изоляцию каркаса зубного протеза и , самое главное, имтирование твердых тканей искусственных зубов.
Долговечность сохранения эстетических свойств протеза зависит от надежности соединения облицовки с металлическим каркасом и способности облицовки сохранять первоначальный цвет, и основные физико-механические свойства при функционировании в условиях полости рта.
Исходя из этих определяющих положений, можно перечислить следующие основные требования к материалам для облицовки:
- отсутствие токсичности;
- наличие комплекса физико-механических показателей (прочность при изгибе, сжатии, ударе; стойкость к стиранию и др.);
- способность к окрашиванию в цвета, имитирующих окраску твердых тканей зуба;
- прочность адгезионного соединения металлом каркаса протеза;
- обеспечение оптимальных эстетических свойств конструкции;
- простота приготовления, нанесения и обжига;
- наличие большого рабочего интервала использования ( возможность использовать массу через несколько часов после ее приготовления).
Все эти свойства фарфоровых и ситалловых масс обеспечивают неоспоримое показание к их применению.
Глава 1. Стоматологический фарфор
1.1.Свойства фарфора
Фарфор — керамический продукт, получаемый в результате обжига фарфоровой массы, приготовленной из основных компонентов — каолина, полевого шпата, кварца и красителей.
Свойства фарфора зависят от многих факторов. Главные из них — химический состав компонентов, степень их размельчения (дисперсность), температура и продолжительность обжига. Фарфор относится к группе материалов, представляющих собой смесь, содержащую глинистые вещества (слово "керамический" происходит от греч. керамос — горшечная глина). В этой смеси каолин как глинистый материал играет главную роль связующего вещества, скрепляющего частицы наполнителя — кварца. Оба эти вещества образуют твердую основу фарфора, отдельные зерна которого цементируются во время обжига третьим элементом — полевым шпатом.
Современный стоматологический фарфор является результатом совершенствования твердого, то есть бытового декоративного фарфора. По химическому составу стоматологические фарфоровые массы стоят между твердым фарфором и обычным стеклом.
По своему назначению фарфоровые массы являются исходным материалом для:
1) заводского создания стандартных искусственных зубов;
2) заводского получения стандартных фарфоровых коронок и заготовок для фарфоровых вкладок;
3) индивидуального создания фарфоровых коронок в условиях зуботехнической лаборатории;
4) индивидуального получения вкладок в условиях зуботехнической лаборатории;
5) облицовки цельнолитых каркасов металлических несъемных зубных протезов (коронок, мостовидных протезов).
1.2. Состав фарфоровых масс
Основными компонентами фарфоровых масс являются вещества, которые создают твердую основу фарфора.
Каолин — белая или светлоокрашенная глина, которая содержится в фарфоровой массе от 3 до 65%. При этом, чем больше в смеси каолина, тем меньше прозрачность и тем выше температура обжига фарфоровой массы. Основной частью каолина (99%) является алюмосиликат — каолинит (Al2O3 х 2SiO2 x 2H2O). Температура его плавления равна 1800 °С. Каолин оказывает влияние на механическую прочность и термическую стойкость фарфора.

Каолин
Полевой шпат — это безводные алюмосиликаты калия, натрия или кальция. Температура плавления его равна 1180-1200°С. При высокой температуре полевой шпат обеспечивает развитие стекловидной фазы, в которой растворяются и другие компоненты (кварц, каолин). Стекловидные фазы придают пластичность массе во время обжига и связывают составные части. Полевой шпат создает блестящую глазурованную поверхность зубов после обжига. При расплавлении он превращается в вязкую аморфную стеклоподобную массу. Чем больше в смеси полевого шпата (и кварца), тем прозрачнее фарфоровая масса после обжига. При обжиге фарфоровой массы полевой шпат как более легкоплавкий компонент, понижает температуру плавления смеси. В этой связи его рассматривают в роли плавня (флюса). Содержание полевого шпата в фарфоровой смеси достигает 60-70%. Полевой шпат, чаще калиевый, называют микроклином или ортоклазом—в зависимости от структуры. Ортоклаз (К2О х Аl2О3 х 6SiO2) — основной материал для получения стоматологической фарфоровой массы. Натриевый полевой шпат называется альбитом, кальциевый — анортитом.

Полевой шпат
Кварц (SiO2) — минерал, ангидрид кремниевой кислоты. Кварц тугоплавок, температура его плавления составляет 1710°С. Он упрочняет керамическое изделие, придает ему большую твердость и химическую стойкость. Кварц уменьшает усадку и снимает хрупкость изделия. Твердость кварца по шкале Мооса равна 7. В процессе обжига кварц (кремнезем) увеличивает вязкость расплавленного полевого шпата. При температуре 870-1470°С кварц увеличивается в объеме на 15,7%, в результате чего снижается усадка фарфоровой массы. В состав фарфоровой массы для искусственных зубов кварц вводят в количестве 25-32%.

Кварц
Красители окрашивают фарфоровые массы в различные цвета, свойственные естественным зубам. Обычно красителями являются оксиды металлов.
Несмотря на полуторавековой период применения фарфора в качестве материала для искусственных зубов, внимание к нему не ослабевает.
Красители
1.3.Основные свойства стоматологического фарфора
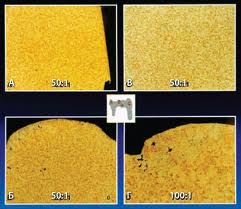
По физическим, свойствам стоматологические фарфоры близки к стеклам, структура их изотропна. Они представляют собой переохлажденные жидкости и вследствие высокой вязкости могут сохранять стеклообразное изотропное состояние при охлаждении без заметной кристаллизации.
Стоматологические фарфоры могут переходить при размягчении или отвердении из твердого в жидкое состояние (и обратно) без образования новой фазы.
Стекла не имеют собственной температуры плавления, а характеризуются интервалом размягчения. Фарфор образуется в результате сложного физико-химического процесса взаимодействия компонентов фарфоровой массы при высокой температуре. Так, при температуре 1100-1300 °С калиевый шпат превращается в калиевое полевошпатное стекло. Каолин и кварц имеют более высокую температуру плавления, чем полевой шпат. Однако в расплаве полевошпатного стекла каолин и кварц взаимодействуют со стеклом. При этом каолин образует игольчатые кристаллы муллита, пронизывающие всю массу фарфора. Частицы кварца оплавляются, теряют игольчатую форму, и небольшое их количество переходит в расплав стекла. Многочисленными микроскопическими исследованиями установлены следующие основные структурные элементы фарфора:
1) стекловидная изотропная масса, состоящая из полевошпатного стекла с различной степенью насыщения (Al2O3; SiO2);
2) нерастворившиеся в стекле оплавленные частицы кварца;
3) кристаллы муллита 3Аl2О3 х 2SiO2 распределенные в расплаве кремнеземполевошпатного стекла;
4) поры.
Стекловидная изотропная масса в современных стоматологических фарфорах составляет их основную массу. Она обусловливает его качество и свойства. Количество стеклофазы возрастает при повышении температуры плавления и увеличения времени плавки. Соотношение кристаллической и стекловидной фаз определяет физические свойства фарфора. Содержание стеклофазы в фарфоровых массах обеспечивает их блеск и прозрачность. Завышенная температура обжига приводит к появлению на поверхности изделия чрезмерного блеска и мелких пузырьков [Каральник Д. М. и др., 1983].
При чрезмерном увеличении стеклофазы прочность фарфора уменьшается. Нерастворившиеся в полевошпатном стекле частицы кварца вместе с кристаллами муллита и глинозема образуют скелет фарфора. Важным фактором в строении фарфора являются поры. Наибольшую пористость (35-45%) материал имеет перед началом спекания [Будников П. П. и др., 1972].
По мере образования стекловидной фазы пористость снижается. При этом повышается плотность материала и, соответственно, сокращаются размеры изделия. Полному уничтожению пор мешают заключенные в них пузырьки газов, образующиеся в результате физико-химического взаимодействия отдельных компонентов массы. Высокая вязкость полевошпатного стекла мешает удалению газовых пузырьков из фарфорового материала, чем и обусловливается образование закрытых пор.
Современный стоматологический фарфор по температуре обжига классифицируется как тугоплавки и (1300-1370 °С), среднеплавкий (1090-1260°С) и низкоплавкий (870-1065°С).
Тугоплавкий фарфор обычно используется для фабричного изготовления искусственных зубов для съемных протезов.
Среднеплавкие и низкоплавкие фарфоры применяются для изготовления коронок, вкладок и мостовидных протезов. Использование низкоплавких и среднеплавких фарфоров позволило применять печи для обжига с нихромовыми и другими нагревателями.
При создании коронок, вкладок, мостовидных протезов фарфоровый порошок смешивают с дистиллированной водой до консистенции густой кашицы. Фарфоровую кашицу наносят на матрицу, приготовленную из платиновой фольги, или на огнеупорную модель для приготовления вкладок или непосредственно на металл при облицовке фарфором металлических несъемных протезов. Кашицу тщательно конденсируют, избыток воды удаляют фильтровальной бумагой. После этого изделие устанавливают на керамический поднос и подсушивают во входном отверстии вакуумной печи. Затем обжигаемый протез вводят в печь и проводят обжиг согласно режиму, рекомендованному изготовителем фарфорового материала.
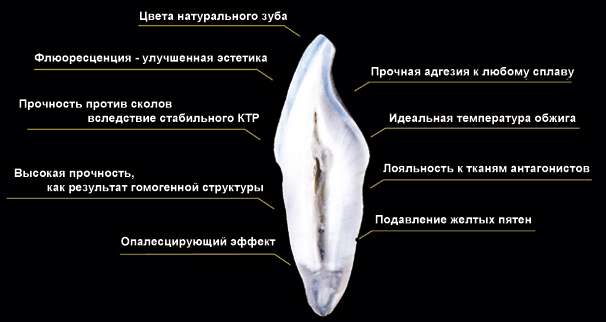
Оптические свойства фарфора являются одним из главных достоинств искусственных зубов. Коронка естественного зуба просвечивает, но не прозрачна, как стекло. Это объясняется тем, что наряду с абсорбцией света прозрачность выражается соотношением диффузно рассеянного и проходящего света. Свет, состоящий из волн разной длины, попадая на поверхность зуба, может поглощаться, отражаться и преломляться.
Короткие волны (менее 400 нм) отражаются от эмали режущего края зуба, создавая голубоватый оттенок (Серова Г. А. и др., 1975, Бартельс Г., 1997]. Длинные волны, проходя через срединную часть зуба, содержащую основную массу твердых тканей, отражаясь и преломляясь, образуют множество цветовых оттенков от желто-оранжевого до голубого [Sked I. R., 1977]. В пришеечной части эмаль резко утончается. Этот участок имеет цвет от желто-оранжевого до коричневого [McLean J.W., 1978]. Стоматологический фарфор также является гетерогенным по структуре материалом.
Оптический эффект фарфора близок к таковому у естественных зубов в тех случаях, когда удается найти правильное соотношение между стеклофазой и замутнителями фарфора. Обычно этому мешает большое количество воздушных пор и замутняющее действие кристаллов. Уменьшение кристаллических включений приводит к повышению деформаций изделия во время обжига и понижению прочности фарфора. Такой путь повышения прозрачности имеет определенный предел.
Второй путь увеличения прозрачности стоматологического фарфора заключается в уменьшении размера и количества газовых пор. До обжига суммарный объем воздушных включений сконденсированной фарфоровой кашицы составляет 20-45%.
Для уменьшения газовых пор предложено 4 способа:
1) обжиг фарфора в вакууме — при этом способе воздух удаляется раньше, чем он успеет задержаться в расплавленной массе;
2) обжиг фарфора в диффузном газе (водород, гелий), когда обычную атмосферу печи заполняют способным к диффузии газом; во время обжига воздух выходит из промежутков и щелей фарфора (метод непригоден на практике);
3) обжиг фарфора под давлением 10 атм. Если расплавленный фарфор охлаждать под давлением, то воздушные пузырьки могут уменьшаться в объеме, и их светопреломляющее воздействие значительно ослабевает. Давление поддерживают до полного охлаждения фарфора. Этот способ еще применяют на некоторых заводах для производства искусственных зубов. Недостаток метода состоит в невозможности повторного разогрева и глазурования под атмосферным давлением, так как. пузырьки газа восстанавливаются при этом до первоначальных размеров;
4) при атмосферном обжиге для повышения прозрачности фарфора используется крупнозернистый материал. При обжиге такого фарфора образуются более крупные поры, но количество их значительно меньше, чем у мелкозернистых материалов.
Из указанных выше четырех способов наибольшее распространение получил вакуумный обжиг, который применяется в настоящее время как для создания протезов в зуботехнических лабораториях, так и на заводах при производстве искусственных зубов. Фарфор, обжигаемый в вакууме, имеет в 60 раз меньше пор, чем при атмосферном обжиге.
При обжиге фарфоровых масс усадка составляет 20-40%. Причинами такой усадки являются:
— недостаточное уплотнение (конденсация) частичек керамической массы;
— потеря жидкости, необходимой для приготовления фарфоровой кашицы;
— выгорание органических добавок (декстрин, сахар, крахмал, анилиновые красители).
Большое практическое значение имеет направление усадки. Усадка может быть:
— в направлении большего тепла;
— в направлении силы тяжести;
— в направлении большей массы.
В первом и втором случаях усадка незначительна, так как в современных печах гарантировано равномерное распределение тепла, а сила тяжести невелика. Усадка в направлении больших масс значительно выше. Масса в расплаве ввиду поверхностного натяжения и связи между частицами стремится принять форму капли. При этом она подтягивается от периферических участков (то есть от шейки коронки, например) к центральной части коронки (к большей массе фарфора), что, в конечном счете, может привести к появлению щели между искусственной фарфоровой коронкой и уступом модели препарированного зуба.
Прочность фарфора зависит от рецептуры (состава компонентов) фарфоровой массы и технологии производства. Основными показателями прочности фарфора являются:
— прочность при растяжении;
— прочность при сжатии (4600-8000 кг/см2);
— прочность при изгибе (447-625 кг/см2).
Прочность при изгибе современной керамики (по международному стандарту ISO 9693 "Стоматологическая металлокерамика для зубного протезирования", величина прочности фосфора при изгибе не должна быть ниже 50 МПа) для облицовки металлических каркасов 80-90 МПа, а у фарфора ЕХ-3 Но-ритаки она на 30% выше [Хироси И., Бан К., 1987].
Большое влияние на прочность оказывает метод конденсации частичек фарфора. Существует 4 метода конденсации: электрохимической вибрацией, колонковой или собольей кистью, методом гравитации (без конденсации), рифленым инструментом.
Большинство исследователей считает, что наилучшего уплотнения фарфоровой массы можно достигнуть рифленым инструментом с последующим применением давления фильтровальной бумагой при удалении жидкости.
Среди технологических условий, которые существенно влияют на прочностные показатели, необходимо отметить следующие:
— необходимое уплотнение материала, т. е. конденсация частичек фарфора (см. выше);
— хорошее просушивание массы перед обжигом;
— оптимальное (как правило, не более 3-4) количество обжигов;
— проведение обжига при адекватной для данной массы температуре;
— время обжига;
— способ применения вакуума при обжиге;
— глазурование поверхности протеза. Прокомментируем, в частности, зависимость прочности фарфора от изменения (нарушения) технологии обжига:
1) начало обжига должно совпадать с началом разряжения атмосферы рабочей камеры печи;
2) при достижении оптимальной температуры обжига должен быть достигнут полный вакуум;
3) увеличение количества обжигов снижает прочность фарфора из-за его остекловывания;
4) обжиг при температуре, превышающей оптимальную, уменьшает прочность из-за недостатка количества стеклофазы;
5) обжиг при температуре ниже оптимальной для данной массы снижает прочность из-за чрезмерного увеличения стеклофазы;
6) время обжига в вакууме при достижении оптимальной температуры обжига не превышает 2 мин (при увеличении времени выдержки в вакууме даже при оптимальной температуре прочность фарфора уменьшается).
Лучшие сорта стоматологического фарфора при соблюдении оптимальных режимов производства изделий имеют прочность при изгибе 600-700 кг/см2. Подобная прочность стоматологического материала является недостаточной. Поэтому условно можно выделить, как минимум, два основных направления в поиске путей повышения прочности фарфора: за счет новых технологий обжига, включая и разработку соответствующего оборудования и инструментария; за счет изменения рецептуры фарфоровой массы.
Так, например, введение в стекло или фарфор кристаллических частичек высокой прочности и эластичности, имеющих одинаковый коэффициент термического расширения со стеклом или фарфором, приводит к значительному повышению прочности. При этом ее увеличение происходит пропорционально росту кристаллической фазы. Кварц добавляют в фарфор как усилитель кристаллической фазы. Частички кварца хорошо соединяются со стеклом основного вещества, но коэффициент термического расширения у них разный. При охлаждении вокруг кристаллов кварца возникают зоны напряжения, которые хорошо видны под поляризационным микроскопом. Трещины в фарфоре, усиленном кварцем, проходят по зонам напряжения, минуя кристаллы.
Добавление частичек оксида алюминия к некоторым сортам фарфора [McLean J. W., Huges, 1965], то есть использование глиноземного (алюмооксидного) фарфора, приводит к увеличению механической прочности сплавленного оксида алюминия в 7 раз. Температура плавления оксида алюминия равна 2000 °С. Температура обжига алюмооксидного фарфора составляет 1650-1750 °С. Снижение температуры обжига достигается введением в оксид алюминия других минеральных веществ.
Так, глиноземный фарфор содержит 60% стоматологического фарфора и 40% оксида алюминия, что позволило снизить температуру обжига до 1050 °С, а прочность при этом увеличилась вдвое. Поскольку оксид алюминия и стоматологический фарфор имеют одинаковый коэффициент термического расширения, трещина в алюмооксидном фарфоре распространяется как через стеклянную, так и через кристаллическую фазу. Кристаллы являются потенциальными "тормозами растрескивания".
1.4. Классификация фарфора, фарфоровые массы
Все многообразие стоматологических фарфоровых масс можно классифицировать по самым разным признакам.
1. По назначению:
а) только для облицовки цельнолитых каркасов металлических протезов;
б) только для цельнокерамических одиночных несъемных протезов;
в) для облицовки цельнолитых каркасов металлических протезов и для цельнокерамических одиночных несъемных протезов.
2. По комплектации в наборе могут быть представлены:
а) в виде порошка, расфасованного в емкости (бутылочки, банки) и требующего последующего замешивания с жидкостью, т. е. в форме "полуфабриката";
Оборудование для создания вкладок метод фрезерования (система CEREC-3)
3.По температуре обжига:
- тугоплавкие (1300-1370 ° С);
- среднеплавкие(1100-1260 ° С);
- легкоплавкие (860-1070 ° С).
За рубежом для изготовления фарфоровых коронок используются массы "Витадур", "Витадур Альфа", "Виводент", "Керамика".
Для облицовки металлокерамических протезов выпускаются массы "Виводент-ИТС", "ВКЛ-68", "Керамика", "Биодент", "Дуцерам", "Микробонд", "Хайцерам", "Серамко ИИ", "Вита Омега 900".



Фарфоровые массы
Глава 2. Применение стоматологического фарфора.
2.1. Стандартные искусственные фарфоровые зубы
Стандартные искусственные фарфоровые зубы являются одним из основных элементов полных и частичных съемных пластиночных и дуговых (бюгельных) протезов.
Их основным преимуществом перед металлическими и полимерными искусственными зубами является высокая имитирующая способность. Светоотражающие качества фарфора в большинстве своем напоминают таковые у естественных зубов. Цветостойкость фарфора также вне конкуренции. Кроме того, фарфор весьма индифферентен для организма человека и абсолютно показан для лиц с повышенной чувствительностью к полимерам.
Из недостатков фарфоровых зубов следует отметить их хрупкость, недостаточно прочное соединение с базисом протеза, низкую сгораемость, худшие, чем у полимерных зубов, технологические качества. Недостаточная прочность зубов в области крепления крампонов (в крампонных зубах) и пустотелой части (в диаторических зубах) проявляется при неблагоприятных артикуляционных соотношениях.
Крампон — фиксирующий проволочный элемент, преимущественно для передних искусственных фарфоровых зубов. Крампоны могут быть прямыми, изогнутыми, с пуговчатыми окончаниями.
Пластмассовые зубы лишены этого недостатка, и им отдается предпочтение при глубоком прикусе, при деформациях зубных рядов. Кроме того, шлифование фарфоровых зубов вследствие твердости фарфора и наличия крампонов является более трудоемким процессом, требующим большого внимания и времени у зубного техника, а иногда и у врача, где не должны быть допущены артикуляционные и другие погрешности.
При этом используются мелкозернистые алмазные или другие абразивные инструменты, которые следует постоянно увлажнять из-за потенциально возможного перегрева. Перегрев фарфорового зуба в процессе его подгонки приводит к отколу части коронки или к образованию трещины.



Гарнитуры искусственных зубов
Искусственные зубы подразделяют по месту расположения в зубном ряду на передние и боковые.
По способу крепления в базисе фарфоровые зубы подразделяются на крампонные и диаторические. Передние фарфоровые зубы чаще всего снабжены крампонами, но они могут быть и дырчатыми (диаторическими). Боковые зубы всегда делают дырчатыми. Полости или крампоны в фарфоровых зубах предназначены для их механического крепления в металле или пластмассе. Крампоны могут быть сделаны из сплавов различных металлов. Наилучшими сплавами являются такие, коэффициент термического расширения которых приближается к таковому у фарфоровой массы при обжиге. У нас в стране с этой целью применяют серебряно-палладиевый сплав.
Искусственные зубы из фарфора заводского производства подвергаются обжигу по специальному режиму. Сырье, приготовленное из различных компонентов для фарфоровых масс, называют шихтой. Введением в состав шихты легкоплавких добавок (плавней), к которым относятся борная кислота, карбонат лития, окись магния и карбонат натрия, регулируют температуру плавления.
Процесс обжига шихты называется фриттованием (плавлением), а получаемый при спекании продукт — фриттой. Из фритты путем добавления пластификаторов (крахмальный клейстер, красители и пр.) готовят формовочную массу для получения искусственных зубов из фарфора в заводских условиях. В последние годы на заводе нашел применение вакуумный обжиг фарфоровых зубов.
Следует отметить, что фарфоровые зубы выпускаются различных фасонов и цветов.
В качестве эталона при подборе фасонов и расцветок зубов анатомической формы используется альбом фарфоровых зубов. Кроме того, для подбора цвета используется шкала расцветок фарфоровых зубов, которая представлена в виде центральных резцов девяти цветовых оттенков.
За рубежом многие фирмы производят искусственные фарфоровые зубы для съемных зубных протезов (Вивоперл-ПЕ, Вивоперл-ПЕ-Opmomun, Биодент и др.).
Стандартные фарфоровые коронки с прилагаемыми к ним металлическими штифтами (получившие название по имени их изобретателей — коронки Логана, Дэвиса, Бонвиля и др.) применяли для замещения дефектов коронковой части зубов. В фарфоровой коронке штифт может быть укреплен стабильно, или коронку и штифт изготавливают раздельно. Второй вариант удобнее для практического использования. Протезирование стандартной коронкой состоит из препарирования наддесневой части корня, расширения канала корня, припасовки штифта и коронки, укрепления штифта в корневом канале и коронки со штифтом и корнем с помощью цемента.
Индивидуальные фарфоровые коронки. Для обжига фарфоровой коронки необходимо прочное основание — матрица, которая должна выдерживать температуру обжига фарфора, не искажать цвета и внутренних параметров коронки. Этим требованиям полностью отвечает матрица, изготовленная из платины. Кроме того, данный металл имеет высокую температуру плавления (1773,5 °С) и не образует окрашенных окислов. Он легко вальцуется в тонкую, но достаточно жесткую фольгу (0,025 мм). Коэффициент термического расширения его соответствует таковому у фарфоровой массы. Платиновая фольга может быть легко отделена от готовой обожженной коронки. Таким образом, его потери (по весу) в целом очень малы. Остатки же могут быть переплавлены и превращены в новую фольгу.
Основные технологические операции при создании фарфоровой коронки заключаются:
1) в подготовке платиновой матрицы, которая устанавливается на модель зуба;
2) в нанесении на матрицу фарфоровой массы (предварительно фарфоровый порошок замешивают с дистиллированной водой до консистенции густой кашицы и с помощью специального шпателя и колонковой кисточки наносят на матрицу);
3) в проведении обжигов.
Обычно при получении фарфоровой коронки проводят 3-4 обжига по рекомендованному изготовителем режиму:
— при первом обжиге, проводимом в условиях вакуума, осуществляют термообработку внутреннего слоя коронки (если при осмотре обожженной коронки выявлены трещины, то их расширяют, вновь заполняют фарфоровой кашицей и проводят дополнительный обжиг в том же режиме);
— при втором обжиге, проводимом в условиях вакуума, добиваются получения предварительной формы коронки. Этот этап является наиболее трудоемким и сложным. Он включает в себя моделирование коронки из дентинной и прозрачной масс, обжиг и коррекцию формы коронки шлифованием. Учитывая последующую усадку материала в процессе обжига (на 30-35%), моделируемую коронку увеличивают соответственно на l/3 размера.
При необходимости на коронке имитируют "меловые пятна", трещины и др. индивидуальные особенности зуба. После обжига зубной техник проводит коррекцию коронки, придавая ей конечную форму, а врач в кабинете проверяет её качество (цвет, форма, размеры). Перед следующим обжигом для повышения эстетических свойств коронки используют специальный набор красителей для подкрашивания фарфора.
Набор красителей предназначен для подкрашивания несъемных протезов (одиночных фарфоровых коронок и фарфоровой облицовки металлокерамических протезов). Красители, представляющие собой тонкомолотые борно-щелочные стекла (майоликовые глазури), наносятся тонким слоем на поверхность зубных протезов из фарфоровых масс и закрепляются обжигом при определенной температуре в зависимости от температуры глазурования применяемой фарфоровой массы (850-1020°С);
— при третьем обжиге, проводимом в атмосферных условиях, проводят глазурование.
Основными недостатками фарфоровых коронок являются: хрупкость, плохое краевое прилегание, высокая абразивность, сказывающаяся на зубах-антагонистах.
Металлокерамические коронки, которые являются альтернативой фарфоровым, обладают большей прочностью и лучшим краевым прилеганием, а также требуют препарирования оральной поверхности зубов в меньшем объеме. Глубокое препарирование необходимо только на вестибулярной поверхности для маскировки каркаса протеза.
Фарфоровые вкладки из стандартных заготовок, В 1988 г. специалистами фирмы "Сименс" была разработана система CEREC (аббревиатура от Chairside Economical Restorations of Esthetic Ceramics), которая позволяет создавать и устанавливать фарфоровые зубные вкладки непосредственно в зубоврачебном кресле за одно посещение пациента под управлением компьютера. В настоящее время существуют модифицированные системы CEREC-2 и CEREC-3. Среди ряда предпосылок разработки данного метода необходимо выделить следующие:
1) фарфор обладает стойкостью к стиранию и стабильностью цветового тона, максимально приближающей его по этим показателем к природной зубной эмали;
2) получение фарфоровых вкладок в лаборатории, несмотря на трудоемкость, не всегда гарантирует высокую точность. Их можно готовить либо из стеклокерамики, либо путем обжига в формах из специальных огнеупорных материалов;
3) композиционные полимеры практически вытеснили все применявшиеся до этого времени пломбировочные материалы, особенно для передних зубов. Однако применение пломб из этих материалов для боковых зубов, испытывающих жевательные нагрузки, не всегда дает удовлетворительные результаты.
Хотя влияние усадки в процессе полимеризации композиционных материалов можно устранить, применив требующие больших затрат времени методы (например, послойного отверждения пломбы и управления векторами усадки с помощью клиновидных световодов), и получить в результате хорошее краевое прилегание, но стойкость материала к стиранию не всегда будет удовлетворительной; широкое внедрение компьютерных технологий в науку и практику.
2.2.Стоматологические виниры
Виниры – тонкие пластинки из фарфора, которыми замещается внешний слой зубов. По смыслу самого слова, виниры – это «облицовка» зуба. Обычно виниры устанавливаются на поверхность передних зубов тогда, когда имеется их разрушение или изменение цвета.
Виниры дают возможность пациенту получить зуб желаемой формы и цвета. При этом они не только обладают косметическим эффектом, но и способны защищать зубы. Это придает ему высокую прочность, и он не отличается от остальных зубов. Изготовление виниров проводится в соответствии с формой и цветом зубов пациента и, конечно же, с учетом его пожеланий. Результатом является достижение необходимых эстетических свойств, малая травматизация зуба во время установки виниров, что обеспечивает надежность и долговечность.
Толщина виниров сегодня составляет в среднем 0,5 - 0,7мм. Фарфоровые виниры являются одним из последних достижений в современной стоматологии.
Применение виниров нашло себя как альтернатива цельнокерамическим (безметалловым) коронкам. Это связано с тем, что виниры из фарфора намного проще изготавливаются, более технологичны и, что немаловажно – для их изготовления нужно меньше времени, чем для создания коронки. Фарфоровые виниры создаются в специальной зуботехнической лаборатории.

Измерение толщины винира
Недостатки фарфоровых виниров. Самым главным недостатком виниров является то, что они могут ломаться. При этом сломанный винир восстановлению не подлежит. Поэтому в этой ситуации его приходится заменять на новый. Но в случае, если винир соскочил с зуба, то его можно повторно прикрепить к поверхности зуба. Как узнать, что винир не сломался, а просто отскочил? Если на зубе имеется часть винира, то он, конечно же, сломался. Винир обычно имеет закругленную форму. Итак, если винир не поломался, а просто отклеился, то его можно попытаться снова прикрепить к зубу.
Как ухаживать за винирами
Срок службы фарфоровых виниров, при правильном уходе за ними и регулярных профилактических осмотрах, может достигать десять лет и даже больше. Этот показатель зависит, конечно же, от качества ухода за виниром. Вот некоторые советы, которые можно дать для правильного ухода за винирами:

2.3.Использование керамики в стоматологии
Комбинация фарфора с металлами (металлокерамика). Металлокерамика — технологическое объединение двух материалов — металлического сплава и стоматологического фарфора или ситалла,— в котором первый служит каркасом, основой, а фарфор или ситалл — облицовкой. Достоинства метал-локерамических протезов очевидны, т. к. они сочетают в себе преимущества цельнолитых протезов перед штампованно-паяными (точность, прочность, отсутствие припоя и др.), а также высокие эстетические и оптимальные токсикологические свойства фарфора.
Эстетические свойства комбинированного протеза определяются качеством керамической облицовки. Облицовка — покрытие поверхности изделия природным или искусственным материалом, отличающимся эксплуатационными (защитными) и декоративными качествами. В стоматологии облицовка протезов выполняет несколько целей — маскирование и изоляцию каркаса зубного протеза и, самое главное, имитирование твердых тканей естественных зубов.
Материалы для облицовки. Долговечность сохранения эстетических свойств протеза зависит от надежности соединения облицовки с металлическим каркасом и способности материала облицовки сохранять первоначальный цвет и основные физико-химические свойства при функционировании в условиях полости рта.
Преимущество керамики:
- относительно простые и экономически выгодные технологии спекания порошков
- уникальные свойства керамики и керамических композитных материалов.
- Стоматологическая керамика это материал идеальной нейтральности и биосовместимости с тканями полости рта. Это материал, который наиболее соответствует эмали зубов, как по косметическим, так и по физическим свойствам.

Протез из керамики
Литая керамика
В 1980-х годах Адер и Гроссман предложили систему литой керамики Dicor (Дикор) фирмы Caulk/Dentsply. Это была технология, использовавшаяся фирмой «Кернинг», для производства термостойкой посуды, с низким коофициентом расширения. Отливка производилась с помощью центрифуги в рефракторные формы. В отличие от обожженного фарфорокерамического порошка, стеклокристаллический материал не имеет пор, что выгодно отличает его, хорошо полируется, делая совмещение с зубом более естественным. В связи со сложностью технологии и большими экономическими затратами в начале, а так же невозможностью изготовления цельных мостовидных протезов, метод не получил расспостранения.
Прессованная керамика
Одна из разновидностей литой, стеклокристаллической керамики выпускается под маркой IFS EMPRESS (ivoclar).Способ изготовления напоминает изготовление съёмных протезов из акрила. Восковая заготовка пакуется в ретракторно - фосфатную форму и после выплавления воска, пустота заполняется вязко-текучим стеклокристаллическим материалом (выпускаемым в виде толстых таблеток, соответствующих цветов) в вакууме, под большим давлением и высокой температурой. Высокая температура плавления стеклокерамики позволяет делать повторный обжиг без нарушения конфигурации и объёмных размеров, т.е. деформации в целом. Прочность такой стеклокерамики уступает только протезам выполненных по технологии IN-CERAM.
Стеклокерамика и механическая обработка
Развитие компьютерноуправляемых систем привело к появлению ещё одной технологии для изготовления стеклокерамических протезов. Выпускаемая под маркой «CEREC» (Siemens) система представляет возможность сканирования подготовленного зуба (зубов), не производя процедуры снятия оттиска и изготовления протеза с помощью фрезерования под управлением компьютера.

Стеклокерамика
2.4.Печи для обжига керамики
Печь для обжига керамики Fire Lite — это отличный выбор для лабораторий, требующих от оборудования надежности, точности в работе и высокой производительности. Простая в использовании и удобная печь Fire Lite обеспечивает великолепные результаты обжига любой современной керамической массы.
- Печи для обжига керамики Pro-200 и Pro press - 200,разработаны с применением передовых технологий, но и в тоже время доступны по цене. Они имеют усовершенствованные циклы для e.max, inCeram, Wol-ceram, cartek, спеченных сплавов, а также для всех современных керамических масс.

- Programat Р700 Multimedia – это печь верхнего ценового сегмента, которая соответствует практически всем потребностям зубных техников.

- Programat EP 5000 является последователем печи EP 600 Combi. Эта печь может использоваться как для прессования, так и для обжига.

- Оптимально упрощенный новый Programat P300 отличается превосходным соотношением цены качества, а также легкой и удобной концепцией управления. Простая структура меню с четко подобранными символами облегчает настройку. Новая муфельная технология QTK обеспечивает более равномерное распределение тепла, гарантируя оптимальные результаты обжига. Современный передовой дизайн печи сделает ее украшением Вашей лаборатории.

- Печи для обжига керамики Печь для керамики Ceramicmaster E1000 (VOP, Болгария). Автоматическая програмируемая вакуумная печь для дентальной керамики

Глава 3. Ситаллы
3.1. Свойства ситаллов
Ситаллы - это стеклокристаллические материалы, состоящие из одной или нескольких кристаллических фаз, равномерно распределенных в стекловидной фазе.
Это материалы, полученные в результате термообработки определенных составов стекол, обладающие высокой прочностью, твердостью, химической и термической стойкостью, низким температурным коэффициентом расширения, индифферентностью.
Основным недостатком ситаллов является одноцветность массы и возможность коррекции цвета только нанесением на поверхность протеза эмалевого красителя.
Ситаллам свойствены повышенная механическая прочность, износостойкость и химическая стойкость. Эти достоинства ситаллов объясняются составом и более совершенной структурой, которая позволяет полнее использовать возможности кристаллического строения веществ по сравнению с фарфорами.
Структура ситаллов, как правило, однородная, мелкокристаллическая. Кристаллы имеют размеры 0,1-1,0 мкм, и препятствуют распространению трещин в материале, что обеспечивает высокие механические свойства. Керамика же состоит в основном из кристаллической фазы с размером зерен 50-200 мкм.
Различная структура ситаллов и керамики объясняется технологиями их получения. Керамические материалы получают методом твердофазового спекания, ситаллы - из стекол методом направленной кристаллизации.
Кроме указанных достоинств ситаллов, важным является также возможность регулирования степени светопрозрачности материалов с помощью соотношения кристаллической и стекловидной фаз.
Ситаллы
Ситаллы обладают весьма ценными физико-механическими и химическими свойствами.
От кристаллических веществ того же состава они отличаются пониженной хрупкостью и повышенной прочностью, в особенности – на изгиб, а от стекол – повышенной твердостью, износостойкостью, химической и термической устойчивостью. Максимальная рабочая температура ситаллов может превышать 1300 °С.
Ситаллы пироксенового состава (система СаО – МgO – А12O3 – SiO2), основной кристаллической фазой является минерал диопсид – СаМgSi2O6 из группы пироксенов) обладают высокой износостойкостью и химической стойкостью.
Ситаллы апатито-волластонитового состава (система СаО – MgO – SiO2 – Р2O5) обладают повышенной механической прочностью и биологической совместимостью с тканями организма.
В зависимости от состава прочность ситаллов на изгиб изменяется от 0,03 до 0,12 МПа, на сжатие – от 0,5 до 2,6 МПа.
Ситаллы обладают только упругой деформацией, при этом модуль упругости составляет 40 – 90 МПа.
Стоматологический ситалл имеет плотность 2300 кг/м³, прочность при сжатии 4000 – 5000 МПа, прочность при изгибе 200-300 МПа, ударную вязкость 3 – 4 Дж/м², микротвердость 650 – 750 кг/м² и отличается повышенной устойчивостью к коррозирующему воздействию агрессивных сред.
3.2. Представители и применение ситаллов
Представители: «Сикор» (ситалл для коронок), «Симет» (для ситалло-металлических протезов), литьевой ситалл, «Пирокерам», «Витрокерам». Применяют для изготовления искусственных коронок и мостовидных протезов небольшой протяженности во фронтальном участке зубного ряда.. Все они разработаны в ММСИ им. Н.А.Семашко и Алма-Атинском медицинском институте (Копейкин В.Н., Седунов А.А., Лебеденко И.Ю. и др.)
Продолжающие попытки заменить металлический каркас металлокерамических протезов ситалловым позволяют надеяться на его перспективность.
Ситаллы в чистом виде и с добавление гидроксилапатита (так называемые «биоситаллы») применяются в качестве имплантатов как для опор зубных протезов, так при альвеолопластике.
ПРИМЕНЕНИЕ: при протезировании переднего отдела зубных рядов искусственными коронками и мостовидными протезами небольшой протяженности. Ситаллы содержат большое количество кристаллов, которые связаны между собой межкристаллической прослойкой.
Степень закристаллизованности и вид кристаллической фазы (кордиерит, сподумен, дисиликат лития) определяют основные физико-механические свойства ситаллов: прочность, упругость, хрупкость, твердость.
Прочность характеризует свойство ситалла сопротивляться разрушающей внешней нагрузке. В зависимости от вида статической нагрузки различают предел прочности при растяжении, сжатии, изгибе, ударе, кручении.
Конструкции из ситаллов более выносливы к нагрузкам на сжатие, чем на изгиб.
Превращение стекла в ситалл происходит при специальной термической обработке в процессе которой наблюдаются зарождение центров кристаллообразования и рост кристаллов. Кристаллизационная способность стекол зависит от состава и количества выведенных инициаторов кристаллизации.
Учитывая специфику зубного протезирования, процесс лучше проводить при пониженных температурах и с минимальной выдержкой, т.е. стекла должны иметь кристаллизационную способность, исключающую спонтанную кристаллизацию при формировании протеза и обеспечивающую получение ситаллового изделия в короткий срок.
Основными факторами, влияющими на получение качественных отливок при минимальной толщине 0,2-0,3 мм, являются: вязкость стекломассы, температура формы, скорость движения расплава, пористость и толщина стенок формы, причем указанные факторы находятся в зависимости друг от друга.

Протез из ситаллов
Заключение
В выпускной работе в полной мере освещены стоматологические фарфоровые массы и ситаллы. Особое внимание было уделено составу и структуре фарфоровых масс и ситалловых материалов.
Свойства этих материалов зависит от химического и фазового состава, структуры, процентного содержания и степени измельчения компонентов, температуры и продолжительности обжига.
Современный стоматологический фарфор является результатом совершенствования бытового декоративного фарфора, поэтому между ними существенные различия химического состава. По химическому составу стоматологические фарфоровые массы стоят между твердым фарфором и обычным стеклом. Исходя из этого, дана классификация современного стоматологического фарфора по температуре обжига и отмечено применение каждого из видов при изготовлении различных конструкций зубных протезов.
Также стоматологические фарфоровые массы являются исходным материалом для:
- заводского создания стандартных искусственных зубов;
- заводского получения стандартных фарфоровых коронок и заготовок для фарфоровых вкладок;
- индивидуального создания фарфоровых коронок в условиях зуботехнической лаборатории;
- облицовки цельнолитых каркасов металлических несъемных зубных протезов (коронок, мостовидных протезов).
В работе в полном объеме освещены основные свойства стоматологического фарфора и ситалловых материалов, где отмечено, что оптический эффект фарфора близок к таковому у естественных зубов.
Однако на это влияет большое количество воздушных пор и замутняющее действие кристаллов. Решение этого вопроса состоит в повышении прозрачности путем правильного выбора обжига фарфоровых масс.
Так как при обжиге фарфоровых масс не только решаются пути прозрачности фарфора, но и уменьшение усадки. Усадка при обжиге составляет 20-40% .
Причиной этого является нарушение обжига фарфоровых масс. Для уменьшения газовых пор предложено 4 способа:
- обжиг фарфора в вакууме;
- обжиг фарфора в диффузном газе – метод не пригоден на практике;
- обжиг фарфора под давлением – недостаток метода состоит в невозможности повторного разогрева и глазурование под атмосферным давлением, так как пузырьки газа восстанавливаются при этом до первоначальных размеров;
- при атмосферном отжиге – для получения прозрачности фарфора используется крупнозернистый материал. При таком обжиге образуются более круглые поры, но количество их значительно меньше, чем у мелкозернистых материалов.
Из указанных выше четырех способов на более распространение получил вакуумный обжиг, который применяется в настоящее время дл получения протезов. Фарфор, обжигаемый в вакууме, имеет в 60 раз меньше пор, чем при атмосферном обжиге.
Фарфоровые массы и ситаллы являются прекрасным материалом для облицовки, что получило широкое применение при изготовлении металлокерамических протезов. Металлокерамические протезы характеризуются высокой точностью изготовления, прочностью, низкой токсичностью и эстетичностью. Эстетичность этих протезов объясняется возможность подбора цвета. Набор цветов в каждой массе свой. Для подбора цвета облицовки используются стандартные расцветки.
Достаточно подробно в работе описаны представители фарфоровых масс и ситалловых материалов и их применение в зависимости от вида зубных протезов. А также в работе освещены печи для обжига фарфоровых масс с указанием их характеристик.
Список используемой литературы
- Ортопедическая стоматология: Прикладное материаловедение: Учебник для медицинских вузов/ Под редакцией проф. В.Н.Трезубова. 3-е издание, Санкт-Петербург:Специальная Литература, 1999.- 324с.
- Стоматологическое материаловедение: учебное пособие/ В.А. Попков, О.В. Нестерова, В.Ю. Решетняк, И.Н. Аверцева. – М.: МЕДпресс-информ, 2006.- 384с.
- Лебеденко И.Ю. «Руководство по ортопедической стоматологии» 2011г.
- Бетельман А.И.Ортопедическая стоматология - М.: Медицина, 1965 - с.102-130.
- Копейкин В.Н. Руководство по ортопедической стоматологии - М.: Медицина, 1993 - с. 58-62.
- Копейкин, В.Н. Зубопротезная техника / В.Н. Копейкин, A.M. Демнер,- М.: Триада-Х, 1998.
- «Российский стоматологический журнал» (спец.выпуск) №2 2000г.
- Матиес Вецлер «Искусство керамики». «Искусство воспроизводить зубы керамикой». Патриат. :М: 2005г.- 96с.
Интернет ресурсы
- http://www.rusdent.com/
- http://www.volgostom.ru/
- http://www.zub-zub.ru/